 Условия работы шатунных болтов.
Условия работы шатунных болтов.
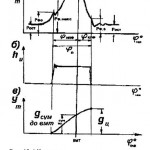
Шатунные болты призваны стягивать верхнюю и нижнюю половинки нижней головки шатуна и при работе двигателя нагружаются растягивающей силой инерции поступательно и вращательно движущихся масс:
Pj = (Мп.порш +Мп.шат) rω2 (1+R/Iшат)+Mвр.шат Rω2
где: Мп.порш и Мп.шат — массы поршневой группы и части шатуна, участвующей в поступательном движении, R— радиус мотыля, (ω — угл. скорость, Iшат — длина шатуна, Мвр.шат — масса вращающейся, части шатуна за вычетом нижней половинки нижней головки шатуна.
В 4-х тактном двигателе эта сила на части такта выхлопа и части такта наполнения направлена вверх и под ее действием поршневая группа стремится оторваться от шейки вала и улететь по направлению к крышке цилиндра. В двухтактных двигателях свободная сила инерции отсутствует, но она может появиться в декомпрессированном цилиндре при вращении двигателя. При перекосах шатунных болтов в них могут возникать напряжения изгиба. Чтобы избежать работы болта на изгиб, опорные поверхности головки и гайки должны быть строго перпендикулярны оси болта и болты должны плотно входить в калиброванное отверстие мотылевой головки.Практические рекомендации. Чтобы прочность соединения мотылевого подшипника не была нарушена, сила затяга болтов должна быть больше величины сил инерции. Поэтому вне зависимости от тактности двигателя силу затяга рекомендуется принимать с полуторным запасом по отношению к величине Рj — силы инерции поступательно движущихся масс поршня и шатуна + вращающейся массы шатуна за вычетом массы его нижней половинки нижней головки. Отсюда Pзат *1,5 Pr
Однако к этой рекомендации следует прибегать лишь, в крайнем случае, а использовать рекомендации фирмы, которая всегда дается в инструкции по эксплуатации. Обычно указывается момент затяга или давление масла при гидравлической затяжке. В больших двигателях на головке болта или его торце указывается длина болта с точностью до 0,01 мм, появление остаточного удлинения является браковочным показателем. В быстроходных двигателях после двукратной разборки мотылевого соединения дальнейшее использование шатунных болтов не рекомендуется. Особо отметим, что недостаточный затяг или его ослабление приводит к раскрытию стыков подшипника, образованию на них наклепа и резкому увеличению ударных нагрузок, приводящих к обрыву болтов. Чрезмерный затяг болтов также нежелателен, так как это сопровождается текучестью материала с последующим ослаблением затяжки.
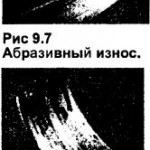
Наиболее опасные зоны находятся в районе 1 — 2 витков резьбы под опорной поверхностью гайки и в галтели у головки болта, именно здесь где могут появиться усталостные трещины. Чтобы разгрузить зону резьбы под гайкой, применяют гайки с утопленной резьбой, у которых опорная поверхность находится ниже последнего витка резьбы болта. Обрыв резьбы происходит обычно по впадине, где возникают напряжения сжатия. Чтобы уменьшить концентрацию напряжений, впадину резьбы выполняют с большим радиусом скругления, используя для этого накатку.
Шатунные болты являются весьма ответственными деталями (особенно в четырехтактных дизелях), так как их обрыв приводит к тяжелой аварии всего дизеля.
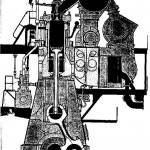
Обычно устанавливают два болта, но иногда для уменьшения габаритов нижней головки шатуна ставят четыре болта меньшего диаметра. Для пригонки по отверстиям болты имеют калиброванные пояски 4 (рис. 8.6 – а) в плоскостях сопряжения деталей. Для предотвращения проворачивания болта его головку фиксируют штифтом 1 или специальным выступом на головке. Для головок с косым разъемом чаще всего применяют шпильки, застопоренные штифтами, или болты без центрирующих поясков.
Гайки болтов применяют корончатые или специальные. Корончатые гайки 9 стопорят шплинтами (рис.8.6 – а). В современных даже быстроходных дизелях гайки не стопорят, но для предотвращения их самопроизвольного отворачивания резьбу смазывают специальными составами “Thread Lock “.
Высокую усталостную прочность, податливость и равнозначную прочность шатунных болтов обеспечивают следующими способами:
диаметр болта между центрирующими поясками уменьшают до 0,85-0,95 внутреннего диаметра резьбы. Иногда для увеличения податливости делают сверления по оси болта или на длину резьбовой части;
переходы к центрирующим пояскам, резьбе и головке делают возможно большими радиусами;
поверхность болта тщательно полируют;
резьбу изготавливают накаткой с большим радиусом закруглений у вершин и впадин.
Для обеспечения работы болта на растяжение (без изгиба или среза) головку делают симметричной без односторонних срезов. Опорные поверхности головки и гайки должны быть строго перпендикулярны оси болта.
Болты устанавливают в калиброванные отверстия кривошипной головки шатуна, и ее опорные поверхности должны быть перпендикулярны оси болта. Недостаточная затяжка болтов приводит к раскрытию стыков подшипника, образованию на них наклепа и резкому увеличению ударных нагрузок; чрезмерная затяжка сопровождается текучестью материала с последующим ослаблением затяжки.
В обоих случаях, а также при неравномерной затяжке болт может разорваться. В формуляре дизеля указывают удлинение болта после затяжки, усилие или момент на динамометрическом ключеили давление масла при затяжке гидравлическими домкратами.
На головке или торце болта указывают длину болта с точностью до 0,01 мм; остаточное удлинение является браковочным показателем болта.