МЕРЫ ПРЕДОСТОРОЖНОСТИ:
МЕРЫ ПРЕДОСТОРОЖНОСТИ:
остановите двигатель;
заблокируйте пусковой механизм;
перекройте подачу пускового воздуха;
введите в зацепление валоповоротное устройство;
перекройте подачу смазочного масла;
откройте индикаторные краны.
ДАННЫЕ
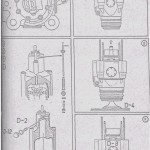
D-1. (Для цепи 3 1/2″) – 0,1 мм.
D-2. Ослабление 1″ цепи: установочное – 25 мм.,
максимальное – 50 мм.
Проверку и регулировку натяжения цепей выполните после ходовых ис-
пытаний, 500,1000 и 1500 часов работы двигателя, в дальнейшем через каждые
4000 часов.
После замены цепей первую проверку и регулировку цепей выполните после работы на МДМ или после 100 часов работы.
ПРОВЕРКА И РЕГУЛИРОВКА НАТЯЖЕНИЯ ГЛАВНЫХ ЦЕПЕЙ 3 1/2″
(1). При перезатяжке цепей отпустите, гайки А, В, С и D, чтобы освободить болт натяжного устройства цепи.
(2). Проверните колончатый вал на ход “Вперед” для ослабления ветви цепи со стороны вала натяжного устройства. Для дизеля 6ДКРН 60/195-10 после этого проверните коленчатый вал на ход “Вперед” до тех пор, пока противовесы компенсаторов не займут нижнее вертикальное положение.
(3). Заверните гайку В до обеспечения зазора между валом и гайкой до 0,1 мм. Затем гайку В поверните на угол:
1) 330° – на дизелях 6ДКРН 60/195-10;
2) 240° – на дизелях 8ДКРН 60/195-10.
(4). Затяните гайку С до упора с контактной поверхностью вала. Затяните гайку D. Затем с помощью шайбы застопорите гайки С и D.
(5). Затяните гайку А. Затем застопорите гайки А и В с помощью шайбы.
 ПРОВЕРКА И РЕГУЛИРОВКА НАТЯЖЕНИЯ 1″ ЦЕПИ
ПРОВЕРКА И РЕГУЛИРОВКА НАТЯЖЕНИЯ 1″ ЦЕПИ
(1). Проверка Проверните двигатель так, чтобы ослабить длинную ветвь цепи. Замерьте ослабление цепи вручную путем перемещения цепи в крайние положения и определения разницы между этими положениями. Если натяжение цепи не соответствует размерам, указанным в данных (D-2), произведите регулировку.
(2). Регулировка Отпустите болт натяжного устройства цепи и путем проворачивания “свободного” кронштейна натяжного устройства отрегулируйте натяжение цепи в соответствии с D-2. Затем затяните болт и проверьте натяжение. Если натяжение цепи в порядке, застопорьте болт.
РАЗБОРКА ЦЕПЕЙ (3 1/2″ И 1″)
Иногда бывает необходимо снять цепь с двигателя вследствие того, например, что проверкой установлено наличие трещин на роликах, заедание втулок на пальцах, а также при замене изношенных цепей, или снятии звездочки. В случае, если регулировочные возможности цепи 1″ исчерпаны и цепь не достигла стадии забраковки, необходимо удалить звено. Примечание. При каждой разборке звена необходимо всегда устанавливать новое звено, т.к. при этом нарушается прессовая посадка. Если на одной цепи устанавливается новое звено, на другой цепи также необходимо заменить соответствующее звено.
 (1). Поверните цепь так, чтобы звено, которое необходимо демонтировать, находилось в удобном для работы положении (обычно на длинной свободной ветви цепи со стороны выхлопа напротив люка картера).Ослабьте длинную ветвь цепи. При замене звена цепи свободные концы цепи удерживаются тонким тросом, протянутым через, ролики звена. Затем слегка натяните трос с помощью тали. Защитите ролики от трения троса. Однако, если необходимо полностью снять цепь, свободные концы цепи удерживаются двумя талями. Места заклепки пальцев, которые выпрессовываются, сошлифуйте.
(1). Поверните цепь так, чтобы звено, которое необходимо демонтировать, находилось в удобном для работы положении (обычно на длинной свободной ветви цепи со стороны выхлопа напротив люка картера).Ослабьте длинную ветвь цепи. При замене звена цепи свободные концы цепи удерживаются тонким тросом, протянутым через, ролики звена. Затем слегка натяните трос с помощью тали. Защитите ролики от трения троса. Однако, если необходимо полностью снять цепь, свободные концы цепи удерживаются двумя талями. Места заклепки пальцев, которые выпрессовываются, сошлифуйте.
(2). Установите приспособление для выпрессовки звеньев цепи на узкой части звена, а затем передвиньте его в положение, при котором демонтажные болты точно находятся над концами пальца. Слегка затяните демонтажные болты и начинайте выпрессовку боковых пластин с пальцами путем затягивания демонтажных болтов приспособления попеременно. Примечание. Только на один оборот за один прием.
Поверните звено, которое необходимо снять, в удобное для работы поло-
 жение и удалите расклепывание на торцах пальцев. Привяжите звенья с каждой стороны звена, подлежащего демонтажу. Ослабьте цепь. Установите приспособление, демонтируйте цепь, подобно цепи 3 1/2″.
жение и удалите расклепывание на торцах пальцев. Привяжите звенья с каждой стороны звена, подлежащего демонтажу. Ослабьте цепь. Установите приспособление, демонтируйте цепь, подобно цепи 3 1/2″.
ПРОВЕРКА РАБОЧИХ ПОВЕРХНОСТЕЙ КУЛАЧНЫХ ШАЙБ
Во время осмотра толкателей проверьте также рабочие поверхности ку-
лачных шайб. Эта проверка включает осмотр всей поверхности кулачной шайбы,
т.е. кулачная шайба поворачивается.
Рабочая поверхность кулачной шайбы должна быть гладкой и чистой. Ес-
ли обнаружены незначительные трещины, зашлифуйте их мелким карборундом.
Такие трещины могут появиться, если ролик толкателя и кулачная шайба неточ-
но “работают” совместно.
В случае больших трещин и явного разрыва металла на рабочей “дорож-
ке” (в результате, например, поломки, подшипника) необходимо обращаться за
консультацией на завод-изготовитель.