В период эксплуатации производится систематическое наблюдение за работой и состоянием частей и деталей двигателя. Кроме того, через определенные промежутки времени, указанные в инструкции по эксплуатации двигателя, осуществляют технический уход.
При смещении или неправильном креплении фундаментной рамы к судовому фундаменту может произойти деформация ее и коленчатого вала, что может вызвать появление трещин в фундаментной раме, поломку коленчатого вала, выход из строя соединительных муфт, поломку присоединенных валов.
Как правило, на боковой части фундаментной рамы имеются реперы, поверхность которых лежит в одной плоскости, параллельной оси коленчатого вала. Прикладывая контрольную линейку «поверхности реперов, можно обнаружить деформацию рамы.
Если дизель установлен на резино-металлических амортизаторах, проверяют, не попало ли на них масло (топливо). Красить резину амортизатора масляной краской нельзя; для увеличения срока службы резины можно 1 раз в 2—3 месяца покрывать ее меловым раствором.
Если двигатель установлен вновь, то через 100 ч работы проверяют затяжку фундаментных болтов, крепящих раму, и при необходимости подтягивают их. Следующую проверку проводят через 500 ч и в дальнейшем через каждые 1000 ч работы. В быстроходных и установленных на амортизаторах двигателях крепление рамы проверяют через 250—500 ч.
Обязательно проверяют крепление рамы после аварийных случаев (столкновение, посадка на мель), после сильного и длительного шторма.
При неравномерной затяжке болтов в фундаментной раме возникают местные перенапряжения и возможно появление трещин. После проверки затяжки болтов обязательно проверяют отсутствие деформации рамы накладыванием контрольной линейки на реперные поверхности или замеряют раскепы коленчатого вала.
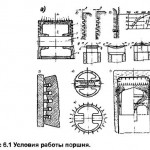
При работе двигателя на рабочей поверхности втулок цилиндров появляются задиры, натиры и риски. Причиной этих дефектов являются небольшое заедание поршня при работе двигателя с перегрузкой, сильное нагарообразование в цилиндре, недостаточная смазка цилиндра, неправильная сборка кривошипно-шатунного механизма, поломка поршневого кольца. Указанные дефекты устраняют зашлифовкой мелким корборундовым камнем или наждачным промасленным полотном в поперечном направлении.
Если износы втулок цилиндра значительно отличаются друг от друга, то необходимо выяснить причину этого и по возможности устранить ее. Нормальным можно считать износ по диаметру в 0,01—0,07 мм (в зависимости от диаметра цилиндра, быстроходности, тактности и типа продувки) за каждые 1000 ч работы двигателя.
Величина износа рабочей поверхности втулки цилиндра зависит от твердости и антифрикционных качеств металла втулки, чистоты обработки ее, качества приработки поршневых колец, качества масла и распределения его по рабочей поверхности втулки, качества топлива и характера его горения в цилиндре, от нагрузочного и температурного режима работы двигателя, наличия износостойких покрытий на поверхности втулки и поршневых колец. Твердость поршневых колец должна превышать твердость втулки на 10—20 НВ.
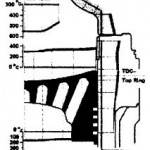
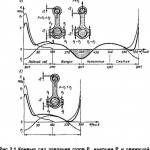
Цилиндровые втулки изнашиваются по высоте неравномерно. Наибольший износ наблюдается в верхней части ее. Это объясняется следующими причинами: при рабочем ходе давление газов в цилиндре уменьшается и, следовательно, наибольшее удельное давление поршневых колец на стенки втулки бывает при верхнем положении поршня; ухудшением условий смазки; наибольшей тепловой нагрузкой; коррозийным действием продуктов сгорания на металл втулки. Правильная смазка рабочей поверхности втулки цилиндра является одним из основных факторов, предотвращающих ее износ.
Работа двигателя с перегрузкой сопровождается повышенной температурой стенок цилиндров и деталей поршневой группы, ухудшает условия их смазки, усиливает нагарообразование и в конечном счете вызывает интенсивный износ втулок цилиндра и поршневых колец.
Повреждение поверхности втулки со стороны воды происходит вследствие кавитации и электрохимической коррозии. Для предотвращения этих явлений применяют специальные присадки к охлаждающей воде и устанавливают в полости охлаждения цинковые протекторы.
Технический уход за крышками рабочих цилиндров состоит в периодическом осмотре их полостей охлаждения, очистке от отложений, замене цинковых протекторов, проверке отсутствия трещин.
Для проверки отсутствия трещин в поршне, крышке и втулке цилиндра их очищают от накипи и нагара, затем тщательно осматривают с помощью лупы и при подозрении на наличие трещин проводят гидравлическое испытание со стороны полости охлаждения на давление 6 кгс/см2. Чаще всего местом появления трещин являются перемычки между гнездом форсунки и седлами выпускных и впускных клапанов к крышке цилиндра.
При осмотре поршней обращают внимание на трещины, задиры, обгорание головки, следы пропуска газов поршневыми кольцами, подвижность их в канавках. При значительном закоксовывани колец поршень в течение часа выдерживают в горячем щелочном растворе, а затем промывают керосином.
Пригорание и износ поршневых колец чаще происходят у двухтактных двигателей, работающих с более высокой температурой поршня, и вызывают ухудшение пусковых качеств двигателя, проникновение отработавших газов в картер, увеличение дымности выпуска отработавших газов, увеличение удельного расхода топлива и понижение мощности двигателя. Износ и неправильная установка маслосъемных колец сопровождаются повышенным расходом масла, повышенной дымностью выпуска отработавших газов, имеющих синеватую окраску, пригоранием компрессионных колец вследствие обильного поступления к ним масла. При значительном износе колец и потере ими упругости кольца заменяют новыми.
Чистый поршневой палец осматривают с помощью лупы и при обнаружении трещин заменяют. Основным видом повреждения поршневых пальцев и втулки верхней головки шатуна являются задиры; причины могут быть следующие: отсутствие или недостаточная смазка головного подшипника; несоответствующее качество масла; недостаточные зазоры в головном подшипнике или неудовлетворительная пригонка его по пальцу; перекос движения вследствие плохой сборки; нагрев головного подшипника; пуск двигателя без прокачки маслом; высокое давление газов в цилиндре двигателя; быстрая нагрузка непрогретого двигателя; значительная и длительная перегрузка двигателя.
Наблюдение за шатунами во время эксплуатации двигателя сводится к наблюдению за подшипниками в верхней и нижней головках и за шатунными болтами.
При осмотре шатунных болтов проверяют состояние резьбы, отсутствие трещин, забоин, натиров. Болты должны легко и плотно входить в отверстия. Их остаточное удлинение не должно превышать установленных заводом норм. Дефектные болты заменяют запасными, причем последние должны иметь паспорт с указанием химического состава и механических качеств, а также клеймо ОТК.
Показателем нормальной работы шатунных и рамовых подшипников является их температура (указывается в инструкции по эксплуатации двигателя), которую приблизительно контролируют, проверяя на ощупь места, ближайшие к рамовому подшипнику, и крышки люков картера.
При проверке втулок верхней головки шатуна задиры на них зачищают шабером и щупом проверяют зазор между втулкой и поршневым пальцем. Если зазор приближается к предельной норме, втулки заменяют.
Наиболее частыми повреждениями головных, рамовых и мотылевых подшипников являются трещины в баббите и отслаивание последнего. Причины этих повреждений могут быть следующие: плохой баббит или некачественная заливка его; большие зазоры, вызывающие удары при работе подшипников; неправильная пригонка подшипника при монтаже; непараллельность оси шатунной шейки по отношению к оси рамовых шеек коленчатого вала; высокое давление газов в цилиндре двигателя; несоответствующее качество масла; отсутствие или недостаточная интенсивность смазки; перегрузка двигателя.
Нормальный износ вкладышей подшипников за 1000 ч работы для большинства судовых двигателей составляет 0,010—0,015 мм. Поврежденные подшипники заменяют, шейку коленчатого вала тщательно осматривают и зачищают, устраняют причины повреждения.
Коленчатый вал работает в очень тяжелых условиях и является наиболее ответственной, сложной и дорогой деталью двигателя, что заставляет очень тщательно наблюдать за его работой.
Если во время эксплуатации двигателя правильное положение коленчатого вала в подшипниках нарушается (проверяют замером раскепов) и вал начинает работать с недопустимым прогибом, то наступает усталость металла, в нем возникают трещины, а в дальнейшем происходит поломка вала.
Положение коленчатого вала проверяют путем измерения просадки и раскепов. Просадку проверяют по специальной скобе. Раскепы измеряют индикатором часового типа, установленным между щек при горизонтальном и вертикальном положениях мотылей. Величина допустимых раскепов устанавливается дизелестроительным заводом.
При осмотре коленчатого вала проверяют отсутствие царапин, рисок и задиров. Поверхностные повреждения на шейках тщательно зачищают личным напильником и шлифуют до зеркального блеска вручную при помощи наждачной бумаги, смазанной маслом или керосином, применяя приспособления из двух деревянных колодок. Затем проверяют эллиптичность и конусность прошлифованной шейки, величины которых не должны превышать предельных норм, указанных в инструкции по эксплуатации данного двигателя.
Для многих типов двигателей срок службы коленчатого вала определяет общий срок службы двигателя, так как в связи с высокой стоимостью и трудоемкостью изготовления коленчатого вала восстановление двигателя часто бывает нецелесообразным.
В практике эксплуатации двигателей поломки коленчатых валов нередки. В большинстве случаев они происходят из-за недостаточно тщательного наблюдения за коленчатым валом во время работы двигателя, поэтому обслуживающий персонал двигателя должен очень внимательно наблюдать за состоянием его и принимать меры к предупреждению поломок последнего